
Acid Purification Services
(Technology & Systems)
(Technology & Systems)
|
|
Benefits of Acid Recovery System
Acid recovery can reduce your company’s waste while giving a return on investment (ROI).
|
Proven Technology, Read More...
Acid Reclaim - Chemical Applications:
|
Hydrochloric HCl
Iron & Steel Pickling
Blades & Vanes Nickel Pickling Chrome Rack Stripping Aluminum Ore Leachate |
Nitric HNO3
Copper Rack Stripping
Nickel Rack Stripping Steel Etching Stainless Steel Passivation Chemical Machining Electrodrilling |
Sulfuric H2SO4
Aluminum Anodizing
Copper Pickling Iron & Steel Pickling Sulfuric Dips Battery Electrolytes Ore Leachate |
Hydrofluoric HF
Stainless Steel Pickling
Stainless Steel Passivation Chemical Milling Acid Etching Metal Finishing |
Acid Diffusion Dialysis Technology
Overview |
Diffusion Dialysis technology efficiently recovers nitric acid (HNO3), hydrochloric acid (HCl), hydrofluoric acid (HF), fluoroboric acid (HBF4), methane sulfonic acid (MSA), sulfuric acid (H2SO4) and mixtures of these acids from concentrated chemical milling, etching, anodizing, pickling, and plating baths. By using Diffusion Dialysis these acid baths, which are usually discarded when acid strength is depleted, can instead be returned to the process for continued use while only a dilute stream, containing the metal contaminants and a small amount of acid, requires any further attention.
Diffusion Dialysis is a membrane separation, or membrane dialysis, process which has been successfully used for many years to separate and recover acids from dissolved metal-bearing solutions. Typically, 80-90% of the available acid is recovered in one pass through the Diffusion Dialysis System, with 70-90% of the dissolved metals removed from this process acid during the same pass through. Mech-Chem Associates has extensive experience with various acid recovery and acid recycling systems including Diffusion Dialysis (membrane technology) Systems. Our Diffusion Dialysis Systems, known as Acid Purification (AP) Systems, are fully automated making them simple to operate, dependable, and economical. Clients who are currently using our AP Units for recycling waste acid mixtures from their chemical milling, etching, anodizing, pickling and plating baths are experiencing good Return on Investment (ROI) with a payback between six months and two years. Each system is sized to maintain an optimum level of acid and minimize the level of dissolved metals in the process bath. This optimization produces a dependable chemical process with predictable, reproducible results, part after part. Oxide removal rates and metal dissolution rates are tightly controlled throughout the bath life for greater process control. Metal finishers and anodizers can maximize production rates without the fear of burning or loss of color uniformity while running a cooler bath. |
Diffusion
|
Diffusion Dialysis is a membrane separation process. Diffusion is the spontaneous movement of a material from an area of high concentration to an area of lower concentration. Driven by the concentration difference, the movement of material will continue until the concentration difference no longer exists. Dialysis is the separation of molecules due to the differences in the rate of movement of the molecules through a semi-permeable barrier.
Acid recovery via Diffusion Dialysis utilizes an anion exchange membrane as a semi-permeable barrier placed between a flowing water stream and a flowing acid stream which contains dissolved metals. The anion exchange membrane has a fixed positive charge located on its surface. These positively charged locations attract the negatively charged anions in solutions that come in close contact with the anion exchange membrane surface. 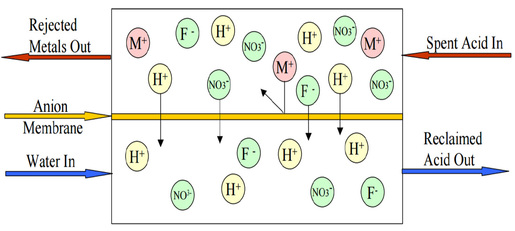
Diffusion Dialysis Membrane Detail
For example, in the case of sulfuric acid anodize baths the overwhelmingly predominant anion is the sulfate ion, SO4. As the sulfate ions in the sulfuric acid anodize solution are attracted to the membrane they are simultaneously driven by the concentration difference to diffuse across the membrane to the water side.
Concurrently, the thermodynamic Law of Electroneutrality (in solution total charge must balance to zero) requires that the transference of every sulfate ion, which carries two negative charges, be accompanied by the transference of two positive charges. Positively charged ions, such as Al +3 or other metal ions, are strongly inhibited from crossing the positively charged membrane because of the repulsion between like charges. The hydrogen ion, present in the acid solution as H3O +1 ions, or protonated water, is also positively charged but is able to cross the membrane with very little hindrance. The hydrogen ions are able to cross the membrane due to the high concentration of hydrogen ions in the acid solution combined with the highly-associated nature of water, which allows the hydrogen ion to effectively delocalize its charge. The net effect is that the rate of diffusion of an acid across the membrane is an order of magnitude greater than that of the dissolved metal. Finally, by causing the flow of the acid solution to be in the opposite direction to the flow of water, counter-current flow, optimal advantage of the necessary concentration gradients can be realized. The results are that the water entering the Diffusion Dialysis System exits as a metal-depleted recovered acid solution and the acid solution entering the Diffusion Dialysis System exits as an acid-depleted dissolved metal-bearing solution. After desired results are achieved little or no maintenance is required on the unit. The metering pumps are typically automatically operated 24 hours per day, seven days per week. The System has built in alarms to prevent overflowing of the liquids in the holding chambers at all times. We advise inspecting the filters and replacing them as often as necessary. If the bath has a lot of particulates it may make sense to replace the filters more often. Mech-Chem Associates offers a full line of replacement and spare parts. The membrane life in a typical Diffusion Dialysis System from Mech-Chem is between 5-10 years: 5 years for strong, oxidizing acids such as nitric and hydrofluoric and up to 10 years for hydrochloric and sulfuric acids. If the acid chemistry is the same, then one unit can be plumbed to multiple baths. It is not recommended to switch from one type of acid to another, such as hydrochloric to nitric, because the membrane acts like ion-exchange resin and will retain the dissolved acids on the membranes unless a special cleansing step is undertaken. Mech-Chem Associates offers complete design, build, installation, and start-up of Diffusion Dialysis Systems, known as Acid Purification (AP) Systems, specifically designed to meet your needs. |
Objective |
The objective for the Diffusion Dialysis System, or Acid Purification (AP) System, is to maintain an acid bath life indefinitely by recycling dirty process acid. Sizing the System properly will allow the solution to maintain acid strength and keep the metal contaminants at the proper level allowing the acid to perform with consistency. Sizing is a function of the amount (Volume) of the acid removed or dumped from the process compared to the frequency (Days) with which the acid is removed or dumped.
|
Diffusion Dialysis: Acid Purification Systems
Mech-Chem manufactures a variety of Acid Purifications (AP) Systems that utilize the Diffusion Dialysis process.

|
Acid Recycling System Model Numbers:
Based upon 24 hours per day/ 7 days per week operation.
Actual calculation: bath volume divided by calendar day of bath life equals gallons per day required. AP-15 (15 gallons/day)
AP-30 (30 gallons/day) AP-45 (45 gallons/day) AP-60 (60 gallons/day) AP-150 (150 gallons/day) AP-300/ *Large Scale (300 gallons/day*+) *Large Scale AP Systems Are Available (Systems greater than 300 Gallons Per Day)**
The Acid Purification Systems manufactured by Mech-Chem Associates, Inc. are tailored to the client’s needs with respect to materials of construction and operating capacity required.
|
Mech-Chem Associates, Inc.’s Acid Purification (AP) Systems are simple to operate, dependable, and economical. Our AP Systems use an advanced membrane separation technology known as Diffusion Dialysis to separate, recover, and purify strong acids from spent acid solutions contaminated with dissolved metals. An anion exchange membrane serves as a semi-permeable barrier between a flowing stream of water and a flowing stream of process acid. Through this membrane, the processes of both Diffusion and Dialysis occur. These processes are carried out hundreds of times through the numerous internal channels that are contained in the many layers that make up the centrally-located stack of the Acid Purification System.
This acid purification technology is capable of recovering acids from concentrated baths that would have been discarded in the past. The purified acid is returned to the process tank for continued use, while a concentrated metal-containing aqueous solution is removed for waste treatment. Typically, 80-90% of the available acid is recovered in one pass through the AP System, with 70-90% of the dissolved metals removed from this process acid in the same pass through. The Acid Purification Systems manufactured by Mech-Chem Associates, Inc. are tailored to the client’s needs with respect to materials of construction and operating capacity required
This acid purification technology is capable of recovering acids from concentrated baths that would have been discarded in the past. The purified acid is returned to the process tank for continued use, while a concentrated metal-containing aqueous solution is removed for waste treatment. Typically, 80-90% of the available acid is recovered in one pass through the AP System, with 70-90% of the dissolved metals removed from this process acid in the same pass through. The Acid Purification Systems manufactured by Mech-Chem Associates, Inc. are tailored to the client’s needs with respect to materials of construction and operating capacity required
Acid Purification Systems Lab Units
|
The Acid Purification Lab Unit is designed for testing on small volumes of acid solutions to provide users with an introduction to the technology and initial performance data. Evaluation of the results may lead to further pilot scale testing, or to full-scale installation at the facility. Mech-Chem’s Acid Purification Units scale-up with consistent efficiency meaning the results generated on a lab unit will match those of a full-scale unit.
Lab units are available for monthly rental or may be purchased. The Lab units are designed to process between 1/2 to one gallon of acid solution, per 24 hours of operation, depending upon the type and concentrations of acids and dissolved metals in solution |
Electrodialysis Systems

Electrodialysis refers to the movement of ions across a membrane by using an electric field. This process is used to move salt ions from one solution to another by setting up a series of Electrodialysis cells. These cells consist of anion and cation membranes. Arranging multiple cells (anion and cation membranes) on top of each other, with all the cells located between two electrodes, constitutes an Electrodialysis Stack. Utilizing this setup of cells and electrodes, fluids of a dilute feed and concentrated (Brine) solution can be passed through the Electrodialysis Stack resulting in the production of the desired effluent.
The key to the operation of an Electrodialysis Stack is the setup of the cells. Cationic-selective membranes allow positively charged ions to pass through them and reject negatively charged ions. The reverse is true for the Anionic-selective membranes, which allow negatively charged ions to pass through while rejecting positively charged ions. By alternating the membranes (Cationic and Anionic) particles that carry a charge are moved into the portion of the cell that flows the concentrated solution out of the stack. This allows the product to flow as a separate stream from the concentrated solution when exiting the stack.
Electrodialysis Systems can be operated as a continuous or batch style process. In a continuous system Electrodialysis Stacks are placed in series in order to produce the process quality desired. In a batch system, the dilute and concentrate streams are circulated through an Electrodialysis Stack until the desired concentrate is reached.
Mech-Chem designs, manufactures and installs all sizes of Electrodialysis Systems based on our various customers’ needs. These systems are modular units containing all the components, stack, instrumentation and controls needed to operate the system once it arrives. Simply hook up power, the process streams, and the reclaimed / reject lines and then turn on the unit.
An Electrodialysis Lab Unit is also available for purchase or rental. This lab unit will allow testing to be performed for minimal cost to see if the application meets your process requirements. After achieving successful laboratory results a full-sized unit can be purchased to handle your specific production needs. Unlike other bench top testing, scaling up to the full-sized model will yield the same results as the lab unit.
The key to the operation of an Electrodialysis Stack is the setup of the cells. Cationic-selective membranes allow positively charged ions to pass through them and reject negatively charged ions. The reverse is true for the Anionic-selective membranes, which allow negatively charged ions to pass through while rejecting positively charged ions. By alternating the membranes (Cationic and Anionic) particles that carry a charge are moved into the portion of the cell that flows the concentrated solution out of the stack. This allows the product to flow as a separate stream from the concentrated solution when exiting the stack.
Electrodialysis Systems can be operated as a continuous or batch style process. In a continuous system Electrodialysis Stacks are placed in series in order to produce the process quality desired. In a batch system, the dilute and concentrate streams are circulated through an Electrodialysis Stack until the desired concentrate is reached.
Mech-Chem designs, manufactures and installs all sizes of Electrodialysis Systems based on our various customers’ needs. These systems are modular units containing all the components, stack, instrumentation and controls needed to operate the system once it arrives. Simply hook up power, the process streams, and the reclaimed / reject lines and then turn on the unit.
An Electrodialysis Lab Unit is also available for purchase or rental. This lab unit will allow testing to be performed for minimal cost to see if the application meets your process requirements. After achieving successful laboratory results a full-sized unit can be purchased to handle your specific production needs. Unlike other bench top testing, scaling up to the full-sized model will yield the same results as the lab unit.
Design, Engineer, & Installation
Knowledge of Acids – Mech-Chem has designed, engineered, built, and installed recovery and reclamation systems for nitric, hydrochloric, hydrofluoric, fluoroboric, methane sulfonic, sulfuric acids and mixtures of these acids. Mech-Chem has also designed, engineered, built, and installed the chemical storage, piping systems, and processes that are part of an overall acid process.
Knowledge of Regulations and Safety Codes – When dealing with highly corrosive materials, such as waste acid solutions, it is important for all equipment and systems to be in regulatory compliance and meet your company's safety guidelines. Mech-Chem’s systems meet OSHA and EPA requirements by utilizing NEMA 4X wiring and controls to handle corrosive environments.
Knowledge of Materials of Construction – The key to a successful acid recovery system is choosing the proper materials of construction. The right materials will provide the corrosion resistance that is necessary to provide for safe, efficient operation of the system. Mech-Chem has the experience and knowledge necessary to select the proper materials of construction, based on the specific acid and its concentration in the waste solution, and effectively use the selected material, both technically and cost-wise, in our designs.
Knowledge of CE Certification – Mech-Chem can fabricate and certify all our units to meet European standards (CE Certification).
Knowledge of Regulations and Safety Codes – When dealing with highly corrosive materials, such as waste acid solutions, it is important for all equipment and systems to be in regulatory compliance and meet your company's safety guidelines. Mech-Chem’s systems meet OSHA and EPA requirements by utilizing NEMA 4X wiring and controls to handle corrosive environments.
Knowledge of Materials of Construction – The key to a successful acid recovery system is choosing the proper materials of construction. The right materials will provide the corrosion resistance that is necessary to provide for safe, efficient operation of the system. Mech-Chem has the experience and knowledge necessary to select the proper materials of construction, based on the specific acid and its concentration in the waste solution, and effectively use the selected material, both technically and cost-wise, in our designs.
Knowledge of CE Certification – Mech-Chem can fabricate and certify all our units to meet European standards (CE Certification).
Installation |
Mech-Chem Associates, Inc. is a full-service engineering firm specializing in the design, engineering and construction of manufacturing facilities, operating processes, and environmental control systems. This wide range of experience gives us the ability to fully integrate an acid recovery system into your manufacturing operation.
|
Equipment |
Equipment and components are at the heart of a successful and efficient system. Mech-Chem Associates, Inc. has extensive knowledge of chemistry and manufacturing systems which ensures equipment and components will operate seamlessly over the lifetime of the process.
|
Design |
Mech-Chem Associates, Inc. can provide custom engineered and designed acid recovery system for your application.
We know that acid recovery is a complex process which requires custom engineering and design to allow the system to be integrated into your current operations and become a part of your basic plant operations. Proper system integration is a critical step in ensuring the operational and financial success of the system |
Implementation |
The engineering and design surrounding an acid recovery system involves selecting and integrating the best available technology with a facility’s other areas of operations such as:
Mech-Chem Associates Inc. has extensive experience in dealing with aggressive chemicals and acids making us familiar with the chemistry and product quality issues which direct the design of our systems. Our knowledge and expertise in this area make Mech-Chem the best choice to properly integrate an acid recovery system into your operations. More information about our capabilities in these areas is available at our main web site www.mech-chem.com |
